Risk is the consequence of undesirable events on the work of an
organization. Risk is inherent in every type of activity. The objective of risk
management is to proactively identify risks and take actions that reduce the
probability that an undesirable event occurs and/or reduce the consequence of
the event should it occur. Lecture 24 describes a ten-step process for
effective risk management and provides templates used in risk management. The
primary templates are the risk summary grid, which is useful in the early
stages of an activity for communicating risks to managers, customers and the
team working the activity and the risk register, which is more useful in day to
day management of risks once an activity is underway.
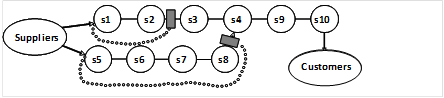
Lecture 25 is a brief overview of the theory of constraints.
Understanding the theory of constraints is easier if we think of a process as
the combination of supplier, input, process, output and customer, or what is
termed SIPOC for the initials of each word. The inputs are transformed to
outputs by the process. The activities or processes that any organization
performs are a series of SIPOC steps with the outputs of one step being the
inputs to the following step. Actual processes are usually complex networks of
SIPOC steps but we can understand the theory by examining a simple series of
steps. Then it is clear that the output of the overall process cannot occur at
a rate any faster than the rate of the slowest step in the process. Applying
the theory of constraints should be the first step in process improvement.
Often managers try to keep every worker busy all of the time
thinking that is the most efficient way to manage an activity. This can violate
the theory of constraints and lead to costly excess work in process and
sometimes extra workers to facilitate work in process. It doesn’t matter if the
process is a service process dealing with paperwork or a manufacturing process.
Applying the theory of constraints minimizes work in process, cycle time and
staff size. Some workers may not be busy at all times but this doesn’t lead to
extra costs. Rather it creates time for workers to conduct process improvement
and opportunities for cross training workers to do more than one step. The
student is encouraged to read the referenced books by Eliyahu Goldratt.
Lecture 26 explains that statistical variation is present in
the actual values of all parameters relating to an organization’s processes.
Measuring this variation and understanding the resulting information is
essential to effective management. Managers and workers must know the
difference between common cause variation (the manager’s responsibility) and
special cause variation (the worker’s responsibility). An activity, the
“system” in process improvement language, must be stable, i.e. exhibit only
common cause variation, before attempting to improve the process by reducing
the variation and/or changing the mean value of a parameter. A system is
brought into stability by fixing the special cause variation revealed by data
measuring the variation. Control charts are a visual means of evaluating
variation to determine common cause and special cause.
Effective process improvement is achieved via several different
approaches. Total Quality Management and Six Sigma are two popular approaches
proven to be effective. Implementing any effective process improvement approach
requires that all or a subset of workers and managers receive comprehensive
training in statistical process control. Only after such training should
workers, or specially trained facilitators, be empowered to execute process
improvement.
Lecture 27 provides guidelines for learning and using
statistical methods. Learning to think statistically is discussed and
approaches to learning this useful skill are outlined. This lecture also
describes two of W. Edwards Deming’s famous experiments and one that I
developed that help managers understand variation and how to manage in the
presence of variation. The funnel experiment demonstrates dramatically the
things that go wrong when inappropriate actions are taken in the presence of
variation. The red bead experiment demonstrates how hard workers try to carry
out manager’s directions, even when the goals a manager sets are obviously
impossible due to the effects of variation. Watching a video of this experiment
is an experience beneficial for all managers. It provides vivid demonstration
of the “goodness of intent” of most workers and of the damage managers cause
via arbitrary, and often unrealistic, slogans and exhortations. The
productivity experiment teaches the value of reducing variation.
Lecture 28 concludes the discussion of variation and process
improvement by giving some simple examples that illustrate the typical steps in
a process improvement activity. Visual tools, including fish bone diagrams, flow
charts, work flow diagrams, deployment charts and control charts are described.
These examples teach enough of the methodology of statistical process control
to enable the student to begin improving simple work processes. It is important
for the student to undergo more thorough training before applying statistical
methods to complex work processes. Complex processes can have subtleties that
are not covered in the simple examples discussed in lecture 28.
Lecture 29 deals with leading the team, which is the main
function of an organization’s manager. Developing an effective organization, as
described in the first 28 lectures, can be viewed as necessary to free the
manager from being so bogged down with problem solving related to personnel or
processes that there is no time to lead the organization in achieving its
strategic objectives. Key to leading the team is effective planning. Lecture 29
summarizes a planning process called Process Quality Management (PQM) that
focuses on the fundamentals of planning. I and many others have found this
process effective in helping the manager lead his organization in achieving
strategic objectives. PQM facilitates the planning for achieving strategic
objectives in a one or two day concentrated session.
There are no exercises for this review session as the last
lecture is your most important exercise.
If you find that the pace
of blog posts isn’t compatible with the pace you would like to maintain in studying this
material you can buy the book “The
Manager’s Guide for Effective Leadership” in hard copy or for Kindle at:
or hard copy or for nook
at:
or hard copy or E-book
at: