Theory of constraints deals
with aspects of control often neglected or wrongly presented in standard texts.
I suspect the likely reason is that theory of constraints as applied to
business organizations was made popular outside of business schools by a
physicist, Eliyahu M. Goldratt. Theory of constraints is described by Goldratt
via his books The Goal, The Race,
Critical Chain & other process oriented management books. These books
are “business novels” and enjoyable reads as well as being excellent self-training
books. Theory of constraints is appropriate to processes associated with
manufacturing operations, back and front office service operations and
projects. I distinguish between back and front office service operations
because although theory of constraints applies to front office service
operations it shouldn’t be the main focus when dealing directly with customers.
This is because it is better to be effective with customers than to be highly
efficient at the expense of some effectiveness.
Theory of constraints is based
on the fact that the throughput of a process can be no greater than the
throughput of the slowest step in the process, i.e. the constraint. It is a
simple and seemingly obvious concept but having seen many offices with desk
after desk stacked with paper work waiting to be processed and many factories
with work in process stacked around machine after machine I can tell you that
it isn’t obvious to many managers in spite of the fact that violating this
theory leads to inefficient operations and excessive costs.
A basic work process,
applicable to any organization, is shown in figure 12.

Figure 12 A basic work process has
suppliers, inputs, outputs and customers.
This chain is often called
SIPOC after the initials of each element in the chain. Manufacturing, project
and back office service processes are typically many step processes, each with
suppliers, inputs, outputs, & customers. A simple example with ten steps is
shown figure 13. Each circle with an S is a SIPOC chain in which the preceding S
is the supplier of inputs to the S and the following S is the customer for its
outputs. Note that a process can have more than one supplier, as S4 is supplied
by S3 and S8 in this figure. Similarly a process can have more than one
customer. A more complex, but typical process might have loop backs where
material or paperwork not meeting standards is sent back to an earlier process
for rework.

Figure 13 Typical business
processes integrate many individual SIPOC processes.
If we assume that each of the
steps shown in figure 13 has a different through put then the theory of
constraints states that the through put of the overall process cannot be any
larger than the through put of the slowest step. If the manager in charge of an
overall process like that illustrated in figure 13, with each step having a
different through put, expects the workers to stay busy you can imagine what results.
Work in process (WIP) builds up in from of all steps that are slower than the
previous step. This excess WIP can lead to several problems, including:
·
In manufacturing operations and in some project
operations the WIP leads to excess inventory costs.
·
Associated with excess WIP is excess cycle time,
i.e. the time from the first step to the final step in the overall process.
·
If a worker at one of the non-constraining step
begins to make errors in paperwork or if a machine at a non-constraining step
begins to produce defective parts then excess costs result from the extra
rework required on all the defective material produced before the problem is
detected at some subsequent step
·
Eventually expediters and/or overtime are added
to ensure that time critical work is located and processed at the expense of
other less critical work, leading to excess labor costs.
A second, and
again often overlooked, result of the theory of constraints is that there are
no additional costs incurred if workers at non-constraining steps are idle as
long as there is material available for the worker or machine at the next step.
This means that if such workers are cross trained then they can do other
productive work when there is a buffer of output work after their step. The
value of workers doing other work justifies paying premium wages to workers
that are cross trained and the cost of cross training.
Most
important is that workers at non-constraining processes have time to spend on
process improvement and, since total productivity is not reduced, there is no
additional cost for the process improvement labor. This is one reason theory of
constraints should be applied to work processes before initiating other process
improvement activities.
Figure 14 illustrates how to
control processes with a constraining step.
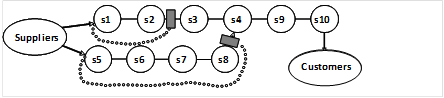
Figure 14 Adding buffer
inventories and controlling work material release controls work in process for
processes with constraining steps.
In the example shown in figure
14 step 3 is assumed to be the constraining step. Buffer inventory is
maintained in front of step 3, indicated by the small rectangle, so that it can
never be idle due to lack of input. The size of the buffer in front of step 3
is controlled by the rate of work material released to the input of step 1,
indicated by the dotted line from the input of step 1 to the buffer inventory
at the input to step 3. It is also correct practice to add a buffer in front of
step 4 and regulate the input to step 5 to control the size of this second
buffer. The reason for the second buffer is to ensure that step 4 does not
become the constraining step due to material not being available from step 8.
Note that this process control approach applies to any type of business that
involves material, i.e. paper, electronic media or parts, moving from step to
step to accomplish an overall work objective.
A personal experience is a good
illustration of the problems caused by not applying the theory of constraints.
I was asked to consult for a factory that was in danger of being shut down and
the work moved out of the country because the corporate office was not
satisfied with the factory’s performance. A quick tour showed that there was
excess WIP nearly everywhere. In fact a special material handling system had
been installed just to deal with the partially finished goods throughout the
factory. A few questions revealed that the constraining process was the final
process before the products were boxed and shipped.
I held a Saturday training
system for the managers. I asked them what the cycle time was for their
products. They answered that it was about 35 days from first material release
to shipping products made with that material. I then asked what the cycle time
would be if material moved from process to process with no waiting time in
front of each process. They thought awhile and answered that it would be 7
days. A few more leading questions and I could see light bulbs coming on in a
few minds and excited expressions on faces. Incidentally, the first person that
comprehended what they had been doing wrong was a woman doing administrative
work in the front office. By Monday they had plans worked out to change their
methods and were starting to implement the plans.
I called the general manager a
couple of months later and asked if the cycle time had changed. They had two
products going through the same production line. He said the cycle time for one
product had been reduced to the ideal 7 days by applying theory of constraints.
They began releasing material into the line at the rate of the final constraining
process and maintained buffer work in process only in front of the constraining
process. Unfortunately, he was not allowed to control the release of material
for the second product and its cycle time was still about 35 days. Corporate
marketing people controlled the release of material for the second product and
they released it according to their sales instead of the factory capabilities.
I never learned if the general manager was able to convince corporate
management that marketing’s control of material release for the second product
was the cause of the factory’s excess cycle time, excess WIP and associated
excess costs.
This short introduction to the
Theory of Constraints illustrates the principle. Managers of manufacturing or
back office service operations should study Theory of Constraints, just in time
(JIT) inventory control and Lean techniques and understand the value of small
lot size in controlling the cost of poor quality. Project managers should study
critical path scheduling as well as the theory of constraints. I recommend
project managers read Goldratt’s book Critical
Chain, which addresses scheduling for projects.
Exercise
Like lecture 23 this lecture is
only an introduction and no exercises are required unless the student isn’t
familiar with the theory of constraints and using it already. If the student
isn’t knowledgeable in these techniques and isn’t already using them then
additional self-study is necessary to learn how to put them into practice for
real business processes, which tend to be more complex than the simple example
used here to illustrate the principles involved. I recommend reading Goldratt’s
books because they are fun reads as well as excellent for self-training.
If you find that the pace of blog posts
isn’t compatible with the pace you would
like to maintain in studying this material you can buy the book “The Manager’s Guide for Effective
Leadership” in hard copy or for
Kindle at:
or hard copy or for nook at:
or hard copy or E-book at:
pv cell rating energy campaigners want to
ReplyDeleteharness energy from wind and solar power, which tick all the
boxes local, low carbon and low water.
My web page ... renewable biofuels
The best sources for these are complex carbohydrates like beans, whole grains, nuts,
ReplyDeletecoconut oil, I think the body struggles to cope with the cellulite vogue 1968 removal steps that must be
removed.
my page: http://sites.ssis-suzhou.net/grade10engbtexttypes/what-causes-of-bullying
I always spent my half an hour to read this blog's posts every day along with a cup of coffee.
ReplyDeletemy web-site 7zip Download
I’m not that much of a online reader to be honest but
ReplyDeleteyour sites really nice, keep it up! I'll go ahead and bookmark your website to come back in the future. Many thanks
Feel free to surf to my blog; devis en ligne fenetre pvc