Implementing ICE allows system development teams to function similarly to the model of chief designer and draftsman/assistant team popular before the emergence of modern complex systems in the 1960s. The large screen displays in a design command center and the supporting analysis models and simulations bring design information to the lead systems engineer with very little information latency. The lead systems engineer in a design session can interact with the design team just as a chief designer interacted with the draftsman/assistants in former times. This may be as near to the efficiency of the “craftsman” model as can be expected for the development of complex systems. Lead systems engineers can be empowered to function as chief designers for the systems engineering work in a mature ICE environment supported by comprehensive analysis, modeling and simulation tools. The lead systems engineer can be empowered to function as the chief designer for the entire development cycle if supported by specialist chief designers who are responsible for the electrical design, the mechanical design, etc.
Implementing ICE with an overall chief designer and supporting specialty chief designers for each IPT allows interleaving IPT design sessions with SEIT design sessions so that the desired iteration between levels of design and the coordination between IPTs necessary to maintain balance in the design can be achieved and the schedule for the development is likely to be significantly reduced.
The actual times it takes for the planning and for the documentation and analysis periods are highly dependent on the sophistication of the tools used by the design team. If pattern based systems engineering is used and if the team’s modeling and simulation tools are extensive and mature then the planning and the documentation/analysis periods may be possible to be integrated into the design sessions so that the design work becomes a continuous series of three to four hour intense design sessions in the design command center followed by a day or two of planning/documentation/analysis, followed by another design session. Alternatively, the team may be organized with design specialists and documentation specialists. The design specialists conduct analysis, modeling and simulations to determine design parameters. The documentation specialists capture the design parameters and product the necessary specifications, drawings and CDRLs while the design specialists are generating the next layer of design parameters.
12.4 Integrating Modern Methods
The 21st century brought new constraints to system development:
- Customers and global competition are demanding faster and cheaper system development
- Skilled engineers are retiring faster than replacements are experienced enough to replace them
- Development teams are spread across multiple sites and multiple organizations.
This new century has also brought new tools for system development:
- Fast internet and intranet connections provide real time communication across multiple sites
- Relatively cheap but powerful computers and network communication tools
- Model based and Pattern Based Systems Engineering processes
- Powerful CAD tools
- Maturing integrated design and design documentation processes
- Some integrated design and manufacturing tools
- Potential for end to end documentation management
The question for systems engineers is how to use the new tools to relieve the new constraints.
One answer to this question is to integrate the methods described in this and previous chapters with disciplined execution of the traditional fundamentals of the systems engineering process.
Figure 12-4 illustrates methods that can be synergistically integrated to achieve reductions in design time of factors of three to ten and cost reduction by factors of two to three. These benefits are not achieved instantly. Training is needed for teams to use these methods effectively. Investment is necessary to achieve the best results of PBSE and to push patterns down from the system level to subsystem and assembly levels. Ongoing investment is necessary to maintain the modeling, simulation, software development and CAD/CAM tools required to remain competitive. Document generation and document management tools are likely to require investments and training to effectively reduce engineering effort. Finally it must be recognized that systems engineering is going to continually evolve by inventing new processes and tools and by introducing new methods and tools for executing current processes.
The rapid introduction of new tools and processes in the past two decades have increased the fraction of a systems engineer’s time that must be spent in training and self-study in order to maintain required skills. This is likely to continue. The increases in complexity of new systems are also likely to continue and these complexity increases may require more sophisticated systems engineering processes than available today. Hopefully new methods and tools will be developed that can handle increased system complexity and the increases in productivity from using new methods are enough to make time available for the training and self-study systems engineers will need.
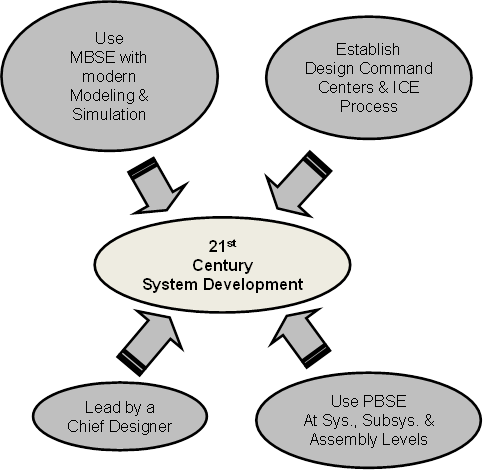
Figure 12-4 The methods described in this book can be integrated to provide a robust approach to system development that can achieve dramatic reductions in cost and design time.










