1. Variation
and how to deal with it
2. The
forces that motivate and demotivate people
The subjects of the first 21
lectures, motivating, staffing and communicating, address the forces that
motivate and demotivate people, i.e. the Theory Z portion of effective
leadership. Forces mean the collection of perceptions, understandings and
misunderstandings that influence the attitude and behavior of people. Lectures
23 – 25 introduced management of processes, part of the control function of
managers, and treated the stand alone topics of managing risk and theory of
constraints. Now we turn to variation and how to deal with it, the central
theme of process improvement and process control. Managing in the presence of
variation is also part of the control function of managers.
W. Edwards Deming claimed that
the inability to interpret and use the information in variation is the main
problem for managers and leaders. (See the book Out of the Crisis by W. Edwards Deming) When there is a problem
with any work process the manager and the employees both must understand when
the manager must act and when employees must act. It is through an
understanding of variation and the measurement of variation that they
understand when and who should take action and, just as importantly, when not
to take action. Thus variation is involved in both improving poor processes and
maintaining good processes.
Variation is just the reality
that actual values of parameters, physical or financial, have some statistical
spread rather than being exactly what we expect, specify or desire. For
example, we may have a budget for supplies of $1000 per month. When we look at
spending for each month it is typically close to but not exactly $1000. Over
time the spending might look like that shown in figure 15.

Figure 15. An example of variation from planned budget by
actual spending.
For our
purposes the definition of variation is deviation from planned, expected or
predicted values of any parameter. The parameter might be financial, as in the
example shown in figure 15, it might be in units of production per day or
minutes per service, or it might be a physical parameter, such as the dimension
of a machined part. Thus variation occurs in all the work processes of any kind
of organization. Therefore, as Deming implied, the effective leader must
understand the information in variation and how to properly manage in the
presence of variation.
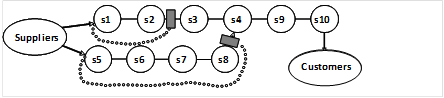
Let’s start by returning to the
work process illustrated in figure 12, the SIPOC diagram. Where might we expect to see variation in a
work process? The answer is everywhere. Deviations from ideal inputs are
variation. Deviations from ideal outputs are variation. Deviations from
expectations in use are variation. Variation in use can be due to either hidden
variation in outputs or unexpected variation in the use environment or the use
process.
Let’s define an effective
process from a customer’s point of view. It is a process that produces outputs
that meet or exceed the customer’s expectations for quality and cost. Customers
can be internal or external to the enterprise or the organization that owns the
process. Customers have stated and unstated expectations. Specifications,
requirements, standards, and contract items are examples of customer’s stated
expectations. Customer’s unstated expectations are typically suitability for
all conditions of use and affordability. Therefore, for the purposes of process
improvement discussions, we can say that an organization’s effectiveness is
determined by the effectiveness of its processes in satisfying its customer’s
expectations. (In general the effective organization must satisfy all its stake
holders’ expectations, including managers, workers, owners and the community as
well as the customers.)
Variation Drives Process
Effectiveness
We can see the effects of
variation by examining an ideal business process (figure 12, an ideal process
is repeated in the top half of figure 16) and a typical process as shown in the
bottom half of figure 16.

Figure 16. Comparison of a
typical process to an ideal business process.
An ideal process converts all
of the supplier’s inputs to outputs that satisfy the customer’s expectations. A
typical process includes inspection steps to ensure that a defective input is
not sent to the process or a defective output is not sent to the customer. The
customer also adds an inspection step because of receiving defective outputs in
the past. If outputs fail any of these inspections the failed item is scrap or
must be reworked. It’s easy to see that the typical process is more expensive,
and therefore less effective, than an ideal process because inspections cost
money and scrap or rework cost money. In a typical chain of processes costs of
failing inspection increases as the work progresses along the chain because
more rework is required if an inspection is failed at processes near the end of
the chain. Thus often the largest cost to the organization is warranty costs
from customer returns. That is the reason for the inspection of the outputs
before they are sent to the customers. The reason these inspection steps are
added is the presence of variation. If there was no variation in the inputs or
the outputs then there would be no need for inspection to find those items
whose variation from ideal is larger than acceptable.
Notice that even the ideal
process has inputs and outputs that exhibit variation but for the ideal process
this variation is within acceptable limits most of the time. We need to define
what we mean by “most of the time”. If there is variation then sooner or later
a product will fail to meet customer expectations if there is no inspection.
(Actually it will happen even with inspection since no inspection is perfect,
i.e. inspection is a process that also has variation.) If the variation is
small enough so that only rarely is there a customer return and the cost of
correcting this return plus the cost of the disgruntled customer is less than
the cost of including inspection then it makes business sense to not have
inspection.
Now I hope the student is
thinking that to make a valid decision to not include inspection takes data to
establish that the variation is sufficiently low. The astute student is also
thinking that collecting such data costs money also, perhaps as much as the
inspection. This is an example of what is meant by a manager needing to know
how to manage in the presence of variation. Next we examine how a manager can
achieve such understanding and make good decisions in the presence of
variation.
Variation is a Statistical
Phenomenon
To understand managing in the
presence of variation we must answer the questions how can the manager decide:
·
when to take action,
·
what action to take and
·
who should take the action?
Managing correctly
in the presence of variation requires the use of methods based on statistics
since variation is a statistical phenomenon. The statistics needed for 85% or
so of a manager’s work is relatively simple and easily learned. The effective
leader and all workers must understand and use these simple methods. However,
there are situations that require more elaborate statistics. Every organization
should have access to at least one person well versed in statistical methods so
that managers and process improvement teams have a resource to check their work
and assist on complex problems. This statistical expert can be a consultant or
a worker that is well trained in statistics.
Here we are
going to briefly look at some of the most important simple methods. As an
example, figure 17 illustrates the daily averages of phone expenses for an
organization plotted for each month of a year.

Figure 17 A graph of an
organization’s daily phone expenses averaged for each month of a year.
Should the manger take action
in response to the March expenses? The June expenses? If action is necessary in
response to the March expenses, whose action is it? The manager’s? The workers?
If the manager is expected to discuss unusual expenses in a weekly or monthly
report what should the manager say about the March and June expenses?
Control charts are a visual
method of answering the questions posed about the phone bills. A control chart
for the phone expenses data from figure 17 is shown in figure 18. You can learn
how to generate control charts later. For now I only partially describe how to
interpret the data in a control chart.

Figure 18 A control chart for
the example phone expense data.
The line with diamond markers
is the same data shown in figure 17. The line with the square markers results
from averaging the data over a whole year. The line with the triangle markers
shows the range of variation of daily expenses for a given month. The two lines
labeled Upper CL and Lower CL are upper and lower control limits, which are
statistically determined from the data set. For the purposes of this
introduction it isn’t necessary to know how to calculate the control limits.
The control chart tells us that, with the exception of the March data point,
the phone expenses are stable, that is they exhibit variation about a stable
sample average, which is not steadily increasing or decreasing. A stable
process is predictable, e.g. frequency of errors, efficiency, process
capability and process cost are predictable. Deliberate changes to a stable process
can be evaluated. Note that some process
improvement literature refers to a stable process as being “in control”.
Variation exhibiting a stable
statistical distribution is due to the summation of many small factors and is
called common cause variation.
Changes to a stable process, i.e. one with common cause variation is typically
the manager’s responsibility but can be the responsibility of trained and
empowered workers. Knowledge workers should be responsible for common cause
variation because they are usually more expert with respect to their processes
than their managers. However, as is described in the next lecture, even
knowledge workers should not be empowered to control their processes before
they have been trained in statistical methods because mistakes can make
processes worse.
Only the data point for one
month, March, falls above or below the two control limit lines. Variation that
is outside the stable statistical distribution, i.e. above the upper control
limit or below the lower control limit, is special
cause variation. The point for March
falls below the lower control limit. This means that the March data is special
cause variation. Special cause variation is the workers responsibility; they
typically know more about possible causes than the manager because they are
closer to the process. But the workers need training in problem solving to fix
special cause variation and they need to be empowered to make fixes to their
processes.
The workers should review the
data for March and examine the phone system to see if they can determine the
reason the daily averages were so low. For example, the phones may have been
out of order for a week, which would have lowered the daily expenses but
require no action other than getting the system operating again. Properly
trained and motivated workers can handle special cause problems, usually
without any management involvement.
A stable process is a good
candidate for process improvement. The goal of process improvement for a stable
process is to reduce the variation and/or change the mean. Process improvement
should not be attempted on a process that is unstable until the process is
brought to a stable condition because changes in data taken on an unstable
process cannot be uniquely attributed to the action of the process improvement.
The special cause variation that makes the process unstable must be removed
before beginning process improvement.
Note that the control chart
also provides the manager information useful in considering process
improvement. In the example shown in figure 18 the yearly average phone
expenses are about $21 per day. A manager can evaluate the cost benefit of
making a change to the phone service based on this data since it is stable over
a year. If the manager can make a change without investment that promises a 10%
reduction in phone expenses the manager can see that data will have to be
monitored for about four to six months to determine if the mean daily expenses
do indeed drop from $21 to $19 because the normal range of variation in monthly
averages is larger than the expected change. However, if the change really
works as promised then in about four to six months the monthly averages should
begin to vary about a new long term average and the control chart will show
this change.
Exercise
1. Go
to “Control Charts” in Wikipedia (http://en.wikipedia.org/wiki/Control_)
and read the article. This material expands upon the introduction given in this
lecture.
2. Go
to http://www.goalqpc.com/shop_products.cfm
and buy yourself a copy of Memory Jogger
II. This handy book teaches everything you need to know about problem
identification and problem analysis. It is small enough to carry in your pocket
and it is your guide to the details of process improvement. If you prefer a
spiral bound version it is available from Amazon.com (Michael Brassard, and
Diane Ritter, The Memory Jogger II: A
Pocket Guide of Tools for Continuous Improvement and Effective Planning)
There is also a Six Sigma Memory Jogger available.
The Memory
Jogger book recommended here is so widely used and so effective for the
practical user that there is no point in repeating the material in this course.
The student is expected to study the Memory Jogger and put the techniques into
practice. This means that the student
and all the people reporting to the student are to have the Memory Jogger book
, or an equivalent, be trained in the techniques summarized in the book and put
these techniques into practice. This is essential if an effective organization
is expected. The exception is if your organization is following the Six Sigma
approach where only selected people are highly trained.
If you prefer not having to learn statistical
techniques yourself you can attend training if your budget and schedule
permits. One example workshop in statistical process control is offered by the
American Supplier Institute. See: http://www.amsup.com/spc/1.htm. This workshop
focuses on manufacturing but the techniques work for any type of organization.
A web search reveals many other training organization offering similar
programs. I have found it more cost effective when training all workers to
bring the trainer to the organization rather than sending workers to outside
training.
If you find that the pace of blog posts
isn’t compatible with the pace you would
like to maintain in studying this material you can buy the book “The Manager’s Guide for Effective
Leadership” in hard copy or for
Kindle at:
or hard copy or for nook at:
or hard copy or E-book at: