The example presented here is a
college library’s book search and checkout process. Let’s assume that the
librarians are receiving complaints that it takes too long to find and check
out books. Process improvement shouldn’t have to wait until customers make
complaints but complaints can help direct the improvement process. When the librarians
first decided that they were getting so many complaints that they should try to
fix the problems the head librarian wasn’t convinced that the complaints
reflected any real problems. She felt that there might be just a few
disgruntled students complaining. Therefore they decided to collect some data
over the next week. They used a check sheet to collect the data. Check sheets
are used to collect numerical data over a period of time. A check is made on a
form or any sheet of paper each time an event of interest is observed. The
check sheet resulting from the librarians monitoring of the fraction of library
users complaining about any of the library's processes is shown in figure 20.

Figure 20 Check sheet recording
the complaints about library service for one week.
Seeing that complaints were
being received from an average of 17% of the library’s users the head librarian
authorized the librarians to form a process improvement team to try to improve
the library’s processes so that complaints would be reduced.
Flowcharting to define the
process
The first step for the process
improvement team is to conduct a brainstorming meeting to discuss the
complaints and plan how to react to the complaints. To help guide the
brainstorming meeting the team prepared a flow chart of the library’s process
for finding and checking out books. The team’s flow chart is shown in figure
21.

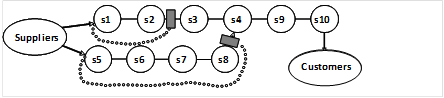
Figure 21 The process
improvement team’s flow chart for the process of finding and checking a book
out of a library.
A flow chart
diagrammatically lists each step in a process in a time ordered sequence. Flow
charts establish ownership of process steps, establish boundaries, define key
interfaces and define the overall process and thereby ensure that the team has
a common understanding of the process in question. Flow charts are most helpful
for complex processes where there a lot of decision points, inspection points
and loop backs. The charts help clarify what is really happening in a process
vs. what might have been planned and the charts are an excellent tool for
helping a process improvement team focus its discussion and brainstorming
sessions.
There are
useful variations on flow charts including listing items under columns labeled
Supplier, Input, Process, Output and Customer in the sequence of the processes
forming an overall process. Examining a process several times using different
format charts often reveals new insights into the process. Perhaps you can
think of even more ways to define the flow of processes in your organization.
Analyzing the process
The team discussed each step in
the flow chart to get ideas for what might be the source of the students'
complaints. At a brainstorming meeting each attendee is allowed to offer any
ideas for the cause of the problems and any ideas for developing solutions. All
ideas are recorded first, and then they are discussed to select those that are
most promising. Constructing a cause and effect diagram, often called a
fishbone diagram, is a good tool for collecting and discussing ideas for the
causes of the complaints. A final fishbone diagram for the library’s slow
process might look like that shown in figure 22. It helps guide the
brainstorming if the possible causes of problem are grouped in four categories.
Use the four P’s of Procedures (including Processes), People, Policies and
Plant (i.e. buildings and equipment) for four categories of problems in service
organizations. Similarly, the four M’s of Material, Methods, Machines, and Man
are helpful categories of problems in manufacturing or project organizations
that deal with things rather than services. Over time your organization may
find other categories that are more useful for your specific organization. A
category that is often added is Environment.

Figure 22 Fishbone diagram of potential causes for slow
library process.
The next step
is to gather data to determine which of the potential causes are the biggest
contributors to the students’ complaints. Two approaches are to gather data
from the students that are complaining and to gather data on the process
itself. Data can be gathered from the students by querying them during checkout
and/or by asking them to participate in a survey. Let’s assume the librarians
decide to use a survey. They design the survey based on the data in the fishbone
diagram. The result is the following list of questions:
1. Do you think finding and
checking out a book is?
Fast ____
Ok _____
Too slow ____
2. Do you think the process is?
Easy ____
Too complex
____
If too
complex, what part of the process do you find the most
complex?__________________________________________
1.
Are the library’s instructions helpful?___ , Little
help?____, No help?_____
2.
Are the librarians helpful?____, Little help?_____, No
help_____?
3.
Which step takes you the most time?
a.
Finding desired books in the catalog______
b.
Finding books in the stacks_______
c.
Checking out the books you have found_______
4.
What changes would improve the process for you?
__________________________________________________________________________________________________
5.
When you need help from a librarian is there usually
one available? Yes__,No__
6.
Is the library open when you need to get books?
Yes____, No_____
Let’s assume
that 100 surveys are collected and analyzed. The finding might look like the
following: (Note numbers won’t add up as some students won’t answer all
questions.)
1. Do you think finding and
checking out a book is?
Fast __5
Ok __10
Too slow __85
2. Do you think the process is?
Easy ____12
Too complex
____84
If too
complex, what part of the process do you find the most complex? 65 said the
having to give too much data to the librarians; 10 said finding books in the
catalog and 4 said finding books in the stacks.
3. Are the library’s
instructions helpful? __11, Little help? _73, No help? _8
4. Are the librarians
helpful?__92, Little help?___6, No help___1?
5. Which step takes you the
most time?
a. Finding desired books in the
catalog___25
b. Finding books in the
stacks_____40
c. Checking out the books you
have found___32
6.What changes would improve
the process for you?___74 said having to provide just student name or name and
ID number to the checkout librarian, 10 said adding more catalog computers, 5
gave miscellaneous answers and 6 gave no answers.
7. When you need help from a librarian is
there usually one available? Yes_87, No_10
8. Is the library open when you need to get
books? Yes__86, No___12
It is clear
from the results of the survey that the biggest source of complaints is having
to give the student’s name, local address and home address each time a book is
checked out, as required by the library’s policy and the checkout software. The
students recommend having to provide only their name or their name and student
ID number. The library is open when most students need it open and the librarians
are available and helpful for most students. Similarly, finding books in the
catalog and in the stacks take time but are not problems for most students.
The survey provides useful
information but the librarians must analyze the process, implement candidate
improvements and check the effectiveness of the candidate improvements.
Analyzing the process means establishing measurement points, collecting data
and checking the collected data to see if the actual time data correlates with
the students’ complaints.
During the time the surveys
were being collected an assistant librarian timed students as they performed
the different tasks involved. These times were collected for 85 students. The
total times were analyzed in 15 samples of 5 students each and the average
total times of each sample of 5 were plotted in a control chart called an “X
bar- R” chart. (There are mathematical reasons for working with averages of
subgroups, which you will learn in your more comprehensive studies of
statistical methods.) X-bar stands for the average of each sample group and R
stands for the range in value of the sample. The resulting chart is shown in
figure 23.

Figure 23 X bar-R chart for
total process times for 15 sample groups of 5 students each.
The upper control limit is calculated
from the equation UCL= X bar + 0.577R bar and the lower control limit from LCL=
X bar- 0.577R bar. (The parameter 0.577 is specific to sample averages of 5
items per sample group and would be different if more or less than 5 items are
in the sample group. Books on statistical process control, like the Memory
Jogger, list the equations and parameters needed to develop control charts.)
The control chart in figure 23
tells the librarians that the overall process is stable, i.e. it exhibits only
common cause variation. Therefore they can make changes to the process and be
assured that changes in the average times are due to their changes and not
something else going wrong. Had there been points above the UCL and/or below
the LCL the process would have special cause variation and the effect of any
changes couldn’t be reliably attributed to the change.
Knowing they have a stable
overall process the process improvement team examined the average times of the
various steps in the overall process. The results are shown in table provided
in figure 24. Note that before making any changes to any step in the process it
is necessary to examine the control chart for that step to ensure the step is
stable as well as the overall process. For this example we assume each step is
stable.

Figure 24 Table of average
times for each step in finding and checking out a book
The timed
process data provides further insight into the students’ complaints. They
complain that the process is too slow and complex and they identify having to
provide too much data to the checkout librarian as their biggest contributor to
their complaints. The data suggests that having to supply the personal data is
irritating rather than taking too much time. The largest contributor to the
total average time is the time spent in the stacks and the students did not
complain about this time.
Exercise
A Pareto chart is a bar graph
with the data ordered from left to right so that the largest is on the left,
the second largest next, etc. This chart helps a process improvement team focus
on the problem to solve first. Using the data table in figure 24 prepare a
Pareto chart of the data. Your result should look like figure 25.

Figure 25 A Pareto chart for
the times of each step in the overall process.
If you find that the pace of blog posts
isn’t compatible with the pace you would
like to maintain in studying this material you can buy the book “The Manager’s Guide for Effective
Leadership” in hard copy or for
Kindle at:
or hard copy or for nook at:
or hard copy or E-book at: